Annoucement : Welcome to visit our website, Any inquiry, please check CONTACT US. Payment related business, please confirm with our salesman, Have a nice visit trip.
Views: Author: SCBN TOOLS Publish Time: 2025-11-14 Origin: Site
In the field of gear steel machining, the machining accuracy of the gear outer circle directly affects the gear transmission stability, assembly accuracy, and service life. CCGW and TPGW, as two widely used PCBN CNC inserts, each have their own suitable scenarios and technical advantages in gear outer circle hard turning.
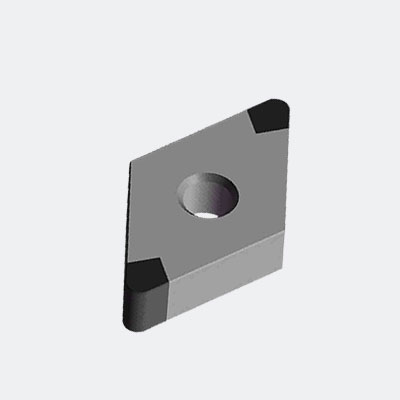
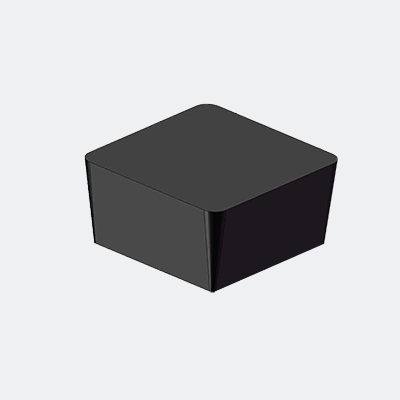
From a structural perspective, CCGW’s 80° rhomboid design balances cutting edge length and rigidity, while its 7° clearance angle reduces cutting resistance and ensures overall insert strength, making it more suitable for continuous cutting with large allowances. TPGW’s equilateral triangular structure has three effective cutting edges, and its 11° clearance angle design makes it easier to cut into the workpiece when cutting with small allowances, with stronger resistance to chipping and making it suitable for complex working conditions.
CCGW Inserts are well-suited for the following scenarios:
1. High-hardness continuous cutting: For gear steels such as 20CrMnTi and 20CrNiMo, which have a hardness of HRC60 or higher after quenching, the PCBN material and diamond-shaped structure of CCGW inserts enable efficient continuous cutting.
2. Mass production: The high cutting efficiency and long lifespan of CCGW inserts make them suitable for mass production of gears in industries such as automotive and construction machinery. Its diamond-shaped cutting edge wears evenly, thereby enabling tool life management in automated machining, reducing the frequency of tool changes, and improving production efficiency.
3. Machining of large diameter gear outer circle: For large gear outer circle exceeding 150mm, the high rigidity of CCGW inserts effectively avoids vibration during the cutting process, ensuring that the roundness tolerance of the outer diameter is controlled within 0.005mm, thus meeting the assembly requirements of heavy-duty gears.
Suitable Scenarios for TPGW Inserts:
1. Semi-finishing/finishing with small allowance: When the allowance after rough machining of the gear outer circle is less than 0.3mm, the 11° clearance angle and sharp cutting edge of the TPGW inserts can achieve micro-cutting, reducing workpiece deformation.
2. Slightly interrupted cutting conditions: Some gear outer circle have structures such as oil grooves and chamfers, creating a slightly intermittent cutting environment. The triangular cutting edge of the TPGW inserts has stronger toughness and better impact resistance than CCGW inserts, effectively preventing edge chipping and making it suitable for machining gears with such complex structures.
3. Multi-face integrated machining: Small and medium-sized disc gears often require simultaneous machining of the outer circle and end face. The equilateral triangular structure of the TPGW inserts can achieve multiple cutting edge switching, completing the machining of multiple parts in one clamping, reducing clamping errors and improving machining efficiency.
CCGW and TPGW inserts each have their own strengths in hard turning of gear outer circle. CCGW inserts are characterized by high efficiency and long life, making them suitable for high-hardness, high-volume, and continuous cutting scenarios. TPGW inserts, with their sharp cutting edges and high toughness, are more suitable for small allowance, slightly interrupted, and multi-faceted machining conditions. In practical applications, it is necessary to scientifically select the insert model and optimize process parameters based on the gear steel material, machining accuracy, production scale, and working conditions to achieve a dual improvement in machining efficiency and accuracy.
Address : No. 11, Ruida Road, high tech Zone, Zhengzhou, Henan, CHINA
Tel : +86-13271567751
Fax : +86-0371-56705820
E-mail :scbntools@gmail.com
WeChat: scbntools annachina6