Annoucement : Welcome to visit our website, Any inquiry, please check CONTACT US. Payment related business, please confirm with our salesman, Have a nice visit trip.
Views: Author: SCBN TOOLS Publish Time: 2025-11-18 Origin: Site
In gear steel machining systems, end-face machining is a critical process that directly affects gear assembly accuracy, transmission stability, and overall service life. Traditional cutting methods are no longer sufficient to meet the dual requirements of high precision and high efficiency. WNGA and CCGW series inserts, with their unique structural design and material compatibility, demonstrate significant advantages in gear end-face cutting, becoming core tools for high-efficiency machining.
I. Core Characteristics of WNGA and CCGW Inserts
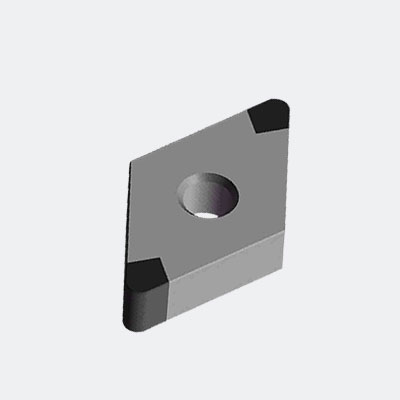
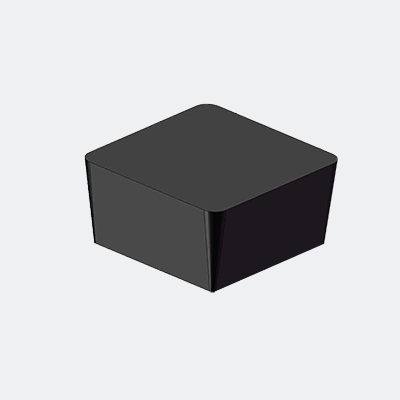
From a fundamental perspective, the WNGA insert's structure increases the tip support area, and its 0° clearance angle design enhances the overall strength of the cutting edge. This allows it to effectively resist impacts and prevent edge chipping when facing minor intermittent conditions such as end face oil holes and chamfers. In contrast, the CCGW insert's 80° rhomboid structure combined with a 7° clearance angle reduces cutting resistance while ensuring high-precision cutting capability. This makes it more suitable for efficient machining under continuous operating conditions, rapidly improving the surface quality and machining efficiency of gear end faces.
II. Core Application Scenarios for WNGA Inserts
1. Slightly Interrupted Cutting
Some gear end faces are designed with annular oil holes or partial chamfers to meet lubrication requirements, which can easily lead to interrupted cutting during machining. WNGA inserts exhibit structural advantages, maintaining edge integrity even when subjected to interrupted impacts from oil holes with a diameter of 5mm.
2. Multi-Condition Compatible Machining of Small and Medium-Sized Gear End Faces
In small-batch, multi-variety gear production, the hardness of gear end faces often switches from quenched and tempered (HRC25-35) to hardened (HRC60-62). WNGA inserts, with their wide material compatibility, eliminate the need for frequent insert model changes; compatible machining can be achieved simply by adjusting cutting parameters.
3. Simultaneous Machining of End Faces and Outer Diameters
For some disc gears requiring simultaneous machining of end faces and outer diameters, the structure of WNGA inserts provides more flexible cutting angles, reducing interference with the workpiece.

III. Core Application Scenarios for CCGW Inserts
1. High-Hardness Gear End-Face Machining in High-Volume Continuous Cutting
In high-volume production scenarios such as automotive transmission gears and engineering machinery gears, gear end faces are mostly flat surfaces with no discontinuous structures, and their hardness generally reaches HRC60 or higher. The high-efficiency cutting advantage of CCGW inserts is particularly evident in these scenarios.
2. High-Precision End-Face Positioning Datum Machining
Subsequent gear cutting often uses the end face as a positioning datum, requiring an end-face flatness ≤0.003mm and a perpendicularity to the inner hole ≤0.002mm. The 80° rhomboid structure and high precision grade of CCGW inserts enable ultra-precision cutting.
3. High-Speed Stable Cutting of Large-Diameter Gear End Faces
For large-diameter gear end faces exceeding 150mm, vibrations caused by fluctuations in cutting force during machining can affect surface quality. The diamond-shaped structure of CCGW inserts provides high rigidity and effectively suppresses vibration. Combined with the high-temperature stability of PCBN material, stable cutting can be maintained even at cutting speeds of 220-250m/min.
WNGA and CCGW inserts offer complementary advantages in high-efficiency gear face cutting, with “adaptability to operating conditions” and “high efficiency and precision” being their core strengths, respectively. In actual production, the insert model must be scientifically selected based on the gear face structure, material hardness, production volume, and precision requirements.
Address : No. 11, Ruida Road, high tech Zone, Zhengzhou, Henan, CHINA
Tel : +86-13271567751
Fax : +86-0371-56705820
E-mail :scbntools@gmail.com
WeChat: scbntools annachina6