Annoucement : Welcome to visit our website, Any inquiry, please check CONTACT US. Payment related business, please confirm with our salesman, Have a nice visit trip.
Views: Author: SCBN TOOLS Publish Time: 2026-01-14 Origin: Site
As the “core rotating hub” of the wind turbine unit, the wind turbine bearing undertakes the key tasks of transmitting the static and dynamic loads of the whole machine and achieving precise positioning. Its processing quality directly determines the reliability and operation and maintenance cost of the wind turbine throughout its 25-year life cycle.
1.Core Challenges in Wind Turbine Bearing Processing
Wind turbine bearings operate in extremely harsh environments, requiring them to withstand multiple challenges such as low-speed heavy loads, salt spray corrosion, and load fluctuations. This places extremely high demands on their material selection and processing technology, resulting in four core processing challenges: high hardness and toughness, large dimensions, intermittent cutting, and ultra-high precision.
2. Core Advantages of CBN Inserts in Wind Turbine Bearing Machining
CBN inserts, as a representative of superhard tool materials, have a hardness second only to diamond and possess excellent thermal stability, wear resistance, and chemical inertness, perfectly matching the machining characteristics of wind turbine bearings and becoming the core carrier of the "turning instead of grinding" process. Its core advantages are reflected in three dimensions:
(1) Extreme wear resistance and long lifespan.
(2) Excellent thermal stability and adaptability to dry cutting, which aligns with the green manufacturing concept.
(3) Precise optimization of impact toughness: For intermittent cutting scenarios, SCBN TOOLS CBN inserts significantly improve edge toughness through grain refinement technology and material mixing process optimization.
3. Application Case: Rough and Finish Machining of the Inner Ring Edge of a 42CrMo Bearing
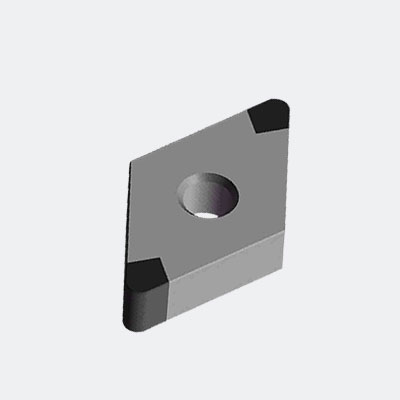
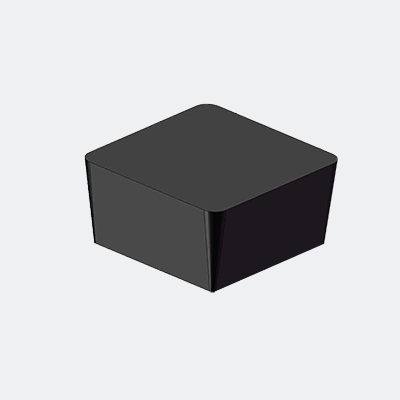
The machining object is the inner ring edge of a 2750mm diameter 42CrMo wind turbine bearing. The workpiece hardness is HRC58-63. The machining requires balancing the efficiency of roughing allowance removal with the control of finishing accuracy. SCBN TOOLS RNMN120700 round CBN inserts are selected, paired with a hardened tool holder, using a dry cutting process.
Cutting parameters are set as follows:
| Machining Process | Cutting Speed Vc(m/min) | Feed Rate Fr(mm/r) | Cutting Depth ap(mm) |
| Roughing | 120-140 | 0.35 | 1.0-1.2 |
| Finishing | 190 | 0.22 | 0.3 |
Actual machining feedback shows that, thanks to its rounded cutting edge and high-strength structure, the insert provides smooth and vibration-free cutting. The surface roughness of the machined workpiece reaches Ra0.4μm, and the dimensional tolerance is controlled within ±0.02mm. A single blade can complete the machining of 12 workpieces, and its lifespan is 8 times longer than that of traditional ceramic inserts, significantly reducing the frequency of tool changes.
Address : No. 11, Ruida Road, high tech Zone, Zhengzhou, Henan, CHINA
Tel : +86-13271567751
Fax : +86-0371-56705820
E-mail :scbntools@gmail.com
WeChat: scbntools annachina6